
地址:台州市台州湾新区东部新区聚洋大道 1788 号
电话:0576-89216169
传真:0576-82511998
手机:13905764878
邮箱:13905764878@139.com
官网:gzsyzj8.com
现在很多的厂家上了真空热压罐越来越多的厂家知道了实验室热压罐的重要性了,以前的时候该设备仅仅是用作一些实验室里进行使用它做一些相关性的实验等,现在来讲的话对于厂家是一种成本节省,因为使用该设备的话我们就能进行相关的工艺提前试制提前的发现问题解决问题打造成符合自己的热压固化工艺。对于实验室热压罐为什么越来越受欢迎这个问题的解释可以归纳为用更低的成本去实现更好的工艺,因为一台真空热压罐的规格一般不大这也就造成了其成本也会大幅度的降低,这样的话我们每次进行单个物料进行生产的话也能降低其生产的动能成本,这对于一个厂家来说所节省的成本其实巨大的。

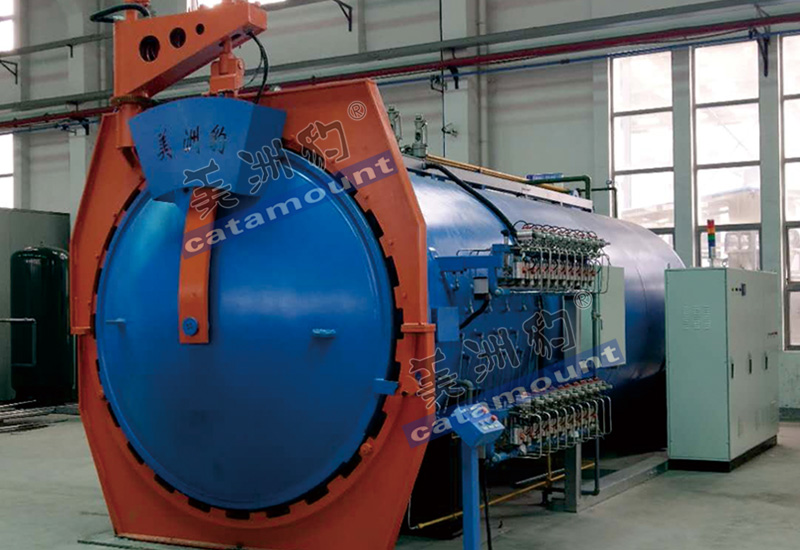
真空热压罐的主要结构:热压罐主要配置有安全联锁装置、自动开/关门装置,内外导轨、模具小车,压缩机、真空泵、空气排泄装置,冷却风扇,水冷电机,电加热部件,水冷系统及其控制系统等。主控制界面可记录显示温度及压力,气动控制包括全部压力开关及压力调节装置。工艺参数的设置及监控可选用计算机系统或仪表系统。安全装置包括安全联锁装置,机械式安全阀及过热、过压保护装置。热压罐价格它的主要结构并不复杂的,我们需要的主要也是它的质量,这样高温高压的一个环境不是一般普通的装备所能承载的。

真空热压罐功率是根据设备的大小来决定的,一般设备大那么其内部的电热管也就规格要大那么其使用的功率也就更大,其它的部分所需要的功率都不大,热压罐主要就是在加热方面使用的功率大,其内部的温度一般在100摄氏度以上但是一般不高于300摄氏度。热压罐功率无法进行直接的计算,需要按照客户的需求来进行指定,指定并不是功率而是相应的规格,一般是指大小。在真空热压罐进行工作的时候,一般用电在于加热、真空、高温循环风机、自动控制系统这几个方面来决定大体的功率,其中真空在抽取完成后一般真空泵不再运转,其它的可能一直运行,电热管加热是主要的而高温循环风机可能一直在运转,其它的用电一般不再多了。

通过将复合坯料蜂窝夹层结构或粘合结构与真空袋密封在模具上,将其置于真空热压罐中,并在真空下加热,形成复合材料热压罐。、加压、绝缘、冷却和压力释放过程,使其成为先进复合材料及其组件所需的成型方法之一。由复合材料热压罐形成的复合构件主要用于航空航天领域的主轴承和次级轴承结构。成型工艺模具简单、工件紧凑、尺寸公差小、空隙率低。但是,这种方法消耗了大量的能量。、辅助材料大于、复合材料热压罐成型平板复合材料固化体系的配方是真空复合成形工艺的关键。复合材料热压罐工艺主要用于树脂浸渍的扁平织物复合材料部件的模塑。由于树脂浸渍的扁平织物可以通过溶剂法和热熔法实现,该方法可以满足高粘度高性能树脂基复合材料的成型,但是用于三维织物增强的高性能树脂基复合材料成型,复合材料由于树脂浸渍的问题,真空热压罐工艺无法实施。

那么武汉真空热压罐的主要优点:首先是高安全性,压力自动安全链,手动安全联动,自动减压和压力控制装置,手动排气阀,超高压自动报警。其次是罐门的密封效果很好,罐门的充气氟橡胶密封只要有压力就不会泄漏,压力越大,密封效果越好,解决了罐门的泄漏和密封环的不可阻挡性问题,降低了操作和维护的成本。密封效果明显优于其他方法。这样在生产时的罐门就安全方便了。手动打开门,转动法兰实现真空热压罐罐门的打开或关闭,一个人就可以轻松地完成开启和关闭的操作步骤。阀门故障后,可以手动完成手动处理,可以提高产品工艺的完整性。

真空热压罐主要用于金属、非金属胶接结构件和树脂基高强度玻璃纤维、碳纤维、硼纤维、芳纶纤维和环氧树脂复合材料热压固化成型关键设备。复合材料基体树脂的固化,除了与树脂分子结构有关,还与其它组分(固化剂,交联促进剂等)有关。外界条件--温度、压力和时间因素对固化起着重要作用,通常称这三个因素为主要工艺参数,一切热压罐成型工艺方法都要根据基体树脂的分子结构变化规律确定其相应的工艺参数,真空热压罐必须具备实现控制这些工艺参数的功能。




