
地址:台州市台州湾新区东部新区聚洋大道 1788 号
电话:0576-89216169
传真:0576-82511998
手机:13905764878
邮箱:13905764878@139.com
官网:gzsyzj8.com

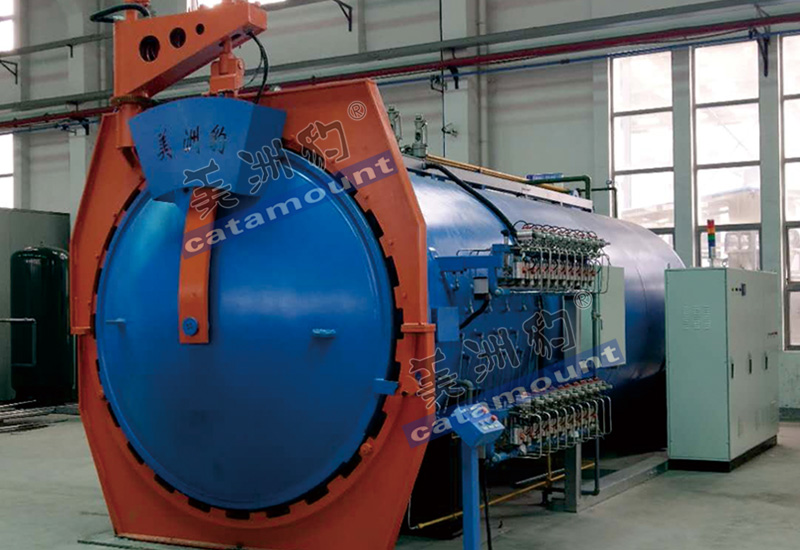
温度压力时间是复合材料大型热压罐成型的关键三要素,另外还有着真空度之前的铺层等条件也是进行实验室热压罐成型实验的一些关键要素,而这属于这种热压固化成型的工艺,设备提供这样的一个作用然后工艺的细节是客户来进行研究的一个问题,而使用实验室热压罐的作用就是去试验出这样的一个工艺条件。实验室热压罐与正常使用的复合材料大型热压罐并没有什么区别都是进行成型,成型是指单层预浸料根据复合方坯预定的方向放在该设备中通过一定温度和压力下完成固化过程的过程。该设备并不是一个简单的罐类容器它是属于带有着压力的特种设备属于一二类压力容器,为的就是它能承受和控制恒温和恒压范围。

复合材料大型热压罐成型的基本原理:在进入设备进行热压固化前需要一下前一步的工艺,大多数的工艺是首先将预浸料按铺层要求铺放于模具上,并密封在真空袋中后然后放入热压罐中,经过复合材料大型热压罐设备加温、加压,完成材料固化反应,得到了我们所需求的材料,一般这就是复合材料。大型热压罐所需求的工艺特点就是为我们提供一个高压高温的环境,将粘合材料进行加热融化再提供高压使其充斥在相关碳纤维材料非常微小的孔径当中再进行降温后就得到我们所需求的材料。

复合材料大型热压罐停机注意问题:热压罐生产工作结束后在出料完毕后要切断电源开关,检查所有的按钮、手柄是否在零位。关闭气体、水等所有阀门,如无必要不允许外界再通入罐体气体。认真做好工艺和交接记录,让接班人员或者自己下次生产时有着一个良好的参考信息。禁止在复合材料大型热压罐内休息和晾衣物。严禁空罐烘烤其他物品。检查好一些常见的设备问题,确认做好停机后续准备工作才算完成一个班的生产任务。
复合材料大型热压罐成型法是现在国内外广泛选用的技术办法之一,首要用于大个头的玻璃钢制品的制造,具有共同的技术特色和技术参数。用于复合材料成型技术的热压罐其运用压力通常小于1.6MPa,归于二类低压容器。从成型技术的角度来看,基体树脂从线型构造转变成三维网状构造的全部进程可分为三个期间:活动期间,凝胶期间和固化期间,并且这一进程均是处在必定温度下进行的。依据文献报导,国内主要的航空构造用复合材料基体树脂的固化温度高在180士5℃的规模。将热压罐的高运用温度设定在250℃是适合的。该温度是现在国内对复合材料大型热压罐遍及运用的上限温度。

建立可应用于军工复合材料大型热压罐的发展模式,我们不得不承认前几年在于这种新材料方面我国与欧美国家相比军工热压罐制造技术各方面都存在较大差距,主要原因是我国科技转化为生产力的水平较低。与欧美航空工业相比,我国航空企业还没有成为真正的科技转化生产力的主体,科技转化为生产力体制。而在近些年来我们慢慢的在建立军工复合材料大型热压罐,在发展战略,有组织、有规划地进行研究和创新,同时加大了对相关企业的投入,这对于长远的发展非常有意义。

现在很多的厂家上了复合材料大型热压罐越来越多的厂家知道了实验室热压罐的重要性了,以前的时候该设备仅仅是用作一些实验室里进行使用它做一些相关性的实验等,现在来讲的话对于厂家是一种成本节省,因为使用该设备的话我们就能进行相关的工艺提前试制提前的发现问题解决问题打造成符合自己的热压固化工艺。对于实验室热压罐为什么越来越受欢迎这个问题的解释可以归纳为用更低的成本去实现更好的工艺,因为一台复合材料大型热压罐的规格一般不大这也就造成了其成本也会大幅度的降低,这样的话我们每次进行单个物料进行生产的话也能降低其生产的动能成本,这对于一个厂家来说所节省的成本其实巨大的。




